4
12
新手上路
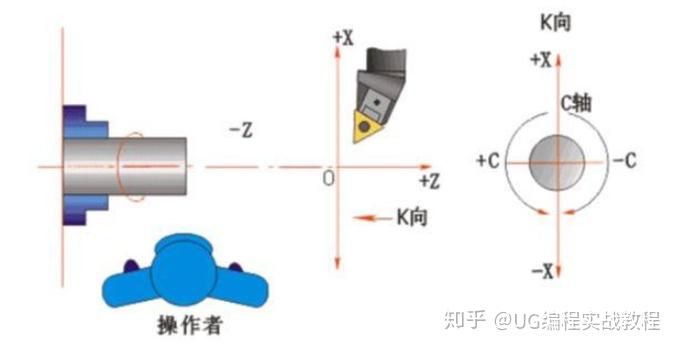
(1) 可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。 (2) 直径方向(X方向) 系统默认为直径编程,也可以采用半径编程,但必须更改系统设定。 (3) X向的脉冲当量应取Z向的一半。 (4)采用固定循环,简化编程。 (5) 编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。
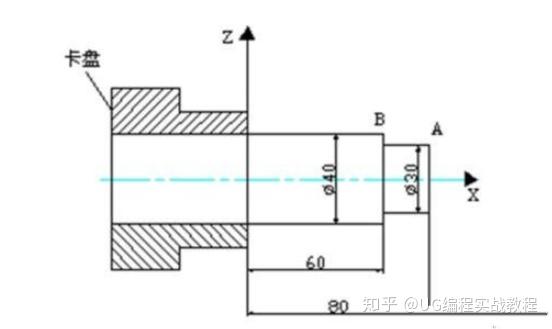
绝对: G01 X100.0 Z50.0; 相对: G01 U60.0 W-100.0; 混用: G01 X100.0 W-100.0; 或 G01 U60.0 Z50.0;
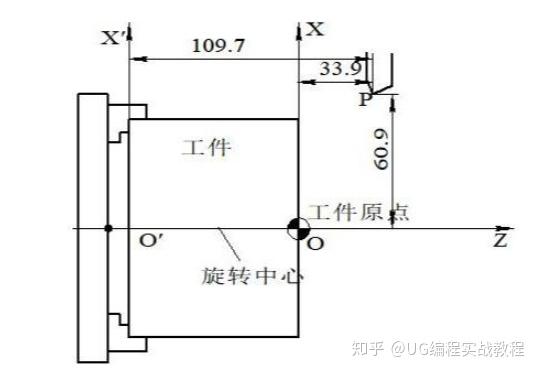
式中X、Z的值是起刀点相对于加工原点的位置。G50使用方法与G92类似。 在数控车床编程时,所有X坐标值均使用直径值,如图2.1.5所示。
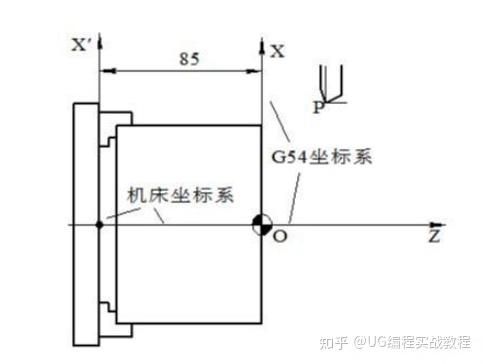
1、G54~G59是系统预置的六个坐标系,可根据需要选用。 2、G54~G59建立的工件坐标原点是相对于机床原点而言的,在程序运行前已设定好,在程序运行中是无法重置的。 3、G54~G59预置建立的工件坐标原点在机床坐标系中的坐标值可用 MDI 方式输入,系统自动记忆。 4、使用该组指令前,必须先回参考点。 5、G54~G59为模态指令,可相互注销。
格式:G00X(U)_Z(W)_; 其中,X(U)_、Z(W)_为目标点坐标值。
格式:G01 X(U)_Z(W)_ F_; 其中,X(U)、Z(W)为目标点坐标,F为进给速度。
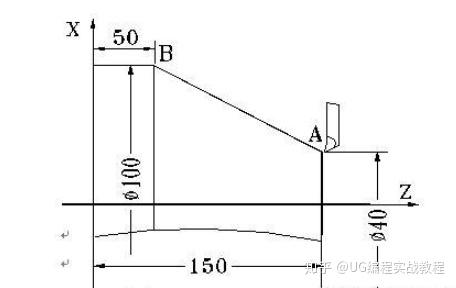
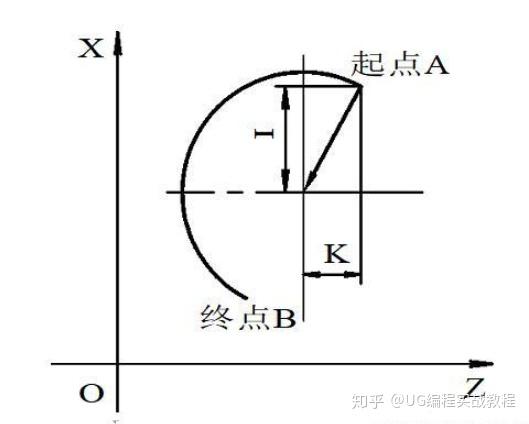
格式:G18 G02(G03)X(U)_Z(W)_ R _ F_; 其中:X(U)和Z(W)为圆弧的终点坐标值,
X(U)和Z(W)为圆弧的终点坐标值,绝对值编程方式下用X和Z,增量值编程方式下用U和W。 I、K分别为圆弧的方向矢量在X轴和Z轴上的投影(I为半径值)。当分矢量的方向与坐标轴的方向不一致时取负号。如图2.1.7所示,图中所示I和K均为负值。
其中,X(P)为暂停时间。 X后用小数表示,单位为秒; P后用整数表示,单位为毫秒。
G04 X2.0表示暂停2秒; G04 P1000表示暂停1000毫秒。
格式:G 20 英制输入制式 英寸输入 G 21 公制输入制式 毫米输入 (默认)
F后面的数字表示的是主轴每转进给量,单位为mm/r。 例:G95 F0.2 表示进给量为0.2 mm/r。
F后面的数字表示的是每分钟进给量,单位为 mm/min。 例:G94 F100 表示进给量为100mm/min。
使用道具 举报
1
2
本版积分规则 发表回复 回帖后跳转到最后一页
Archiver|手机版|小黑屋|可可软件交流社区
GMT+8, 2025-10-12 18:08 , Processed in 0.108020 second(s), 23 queries .
Powered by Discuz! X3.4
Copyright © 2001-2021, Tencent Cloud.



 发表于 2022-12-13 11:51:50
发表于 2022-12-13 11:51:50